
板金加工に関する製品
| 加工方法から探す | 板金加工試作板金プレス加工筐体加工機械加工複合加工微細加工 |
| 工程(技術)から探す | レーザー加工溶接絞り絞り(仮型)曲げ(仮型)カール加工切り起しエンボス加工 |
| 対応領域から探す | 開発・設計試作・小ロット生産量産組み立て工法転換 |


八ヶ岳標高・気温サイン(看板)
| 材料 | 鉄アングル t=7.0 カバー部 SPCC t=1.0~ |
| 寸法 | 全長2000mm |
| 用途 | デザイナーズ商品 |
| 加工 方法 | 板金加工 板金加工 |
八ヶ岳に足を運んだ観光客の方々が、現在地の標高と気温を簡単に確認できるオブジェです。複数箇所に設置さ


膝伸展力測定治具
| 材料 | A5052 t=2.0 ほか |
| 寸法 | 800×700×670 |
| 用途 | 研究開発製品 |
| 加工 方法 | 板金加工 機械加工 |
大学における生命医工学・運動生理学・トレーニング科学分野の研究目的のため、膝を伸ばす力、縮める力を測
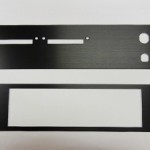
計測機器収納パネル(追加工)
| 材料 | A5052 t=1.5 |
| 寸法 | 65×270 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 板金加工 |
計測機器を収納するためのフロントパネルとリアパネルを製作。 お客様は、黒アルマイト処理されたアルミ板

極楽トレーニング倶楽部「フラットベンチ」
| 材料 | SPC t=2.3、3.2 |
| 寸法 | 510×1210×440 |
| 用途 | トレーニング器具 |
| 加工 方法 | 板金加工 機械加工 塗装 複合加工 |
中古トレーニング器具の売買を行っている「極楽トレーニング倶楽部」様より、筋トレを行うお客様に「最も快

特殊電池チェッカー
| 材料 | A5052 t=1.0 |
| 寸法 | 125×100×50 |
| 用途 | 機械装置 |
| 加工 方法 | 板金加工 筐体加工 アルマイト処理 |
過酷な条件下で使用できるオリジナル乾電池の残量をチェックする製品です。お客様より仕様を伺い、弊社にて


試験器具洗浄装置構造物
| 材料 | SUS304 真鍮 |
| 寸法 | 200×100×100 |
| 用途 | 医療機器 |
| 加工 方法 | プレス加工 機械加工 複合加工 板金加工 |
血液採取したビーカー等を洗浄する装置の構造物となります。弊社が最も得意とする板金・プレス・機械加工が

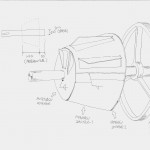
地質調査用装置部品(コイルチューブ)
| 材料 | SUS304 t=0.38 φ1.58 |
| 用途 | 研究開発製品 |
| 加工 方法 | 板金加工 |
お客様のご希望では、コイルチューブ内にφ0.5の円筒穴を通している関係上、スウェージ変換φ1.58*


ツリーオブジェ
| 材料 | SPCC t=1.6 |
| 寸法 | 2000×1000 |
| 用途 | デザイナーズ商品 |
| 加工 方法 | 板金加工 |
東京藝術大学からご依頼のツリーオブジェ。デザイナーと協議の下、製品のデザインや製作方法を決めていきま
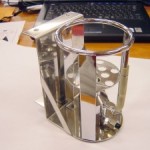
水中ポンプ
| 材料 | SPHC t=4.5 |
| 寸法 | φ185×φ140×H145 |
| 用途 | ポンプ関連部品 |
| 加工 方法 | 板金加工 |
水中で使用するポンプ一式の設計から製作までの依頼です。大まかな仕様のみの打合せにて、ポンチ絵を描き、



電源端子
| 材料 | C2801 黄銅(真鍮) t=1.2 |
| 寸法 | 50×68 |
| 用途 | 半導体関連部品 |
| 加工 方法 | 板金加工 |
電源の端子として使われる部品です。通常の曲げ加工では曲げ跡がついてしまいますが、この跡が電流の安定を

ディスク板
| 材料 | SUS304 2B t=8.0 |
| 寸法 | 200×200×70 |
| 用途 | 機械装置 |
| 加工 方法 | 機械加工 複合加工 酸洗い 板金加工 |
t=8.0のSUSに対してレーザー加工を行い、機械加工部品を溶接しております。レーザー加工品と機械加

製造ライン治具
| 材料 | SUS304 HL t=4.0 |
| 寸法 | 2000×1500×1600 |
| 用途 | 自動車関連部品 |
| 加工 方法 | 機械加工 複合加工 板金加工 |
機械加工を必要とする製品に板金部品を溶接する複合加工となります。精密板金を得意とする弊社では細部の溶

ステンレスメッシュ
| 材料 | SUS316 メッシュ200 |
| 寸法 | φ50 |
| 用途 | ポンプ関連部品 |
| 加工 方法 | 板金加工 |
ステンレス板でメッシュを挟みスポット溶接にて組み立てています。細い外形リングにスポット溶接をするのが


