
弱電・家電関連部品に関する製品
| 加工方法から探す | 板金加工試作板金プレス加工筐体加工機械加工複合加工微細加工 |
| 工程(技術)から探す | レーザー加工溶接絞り絞り(仮型)曲げ(仮型)カール加工切り起しエンボス加工 |
| 対応領域から探す | 開発・設計試作・小ロット生産量産組み立て工法転換 |
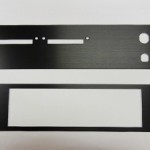
計測機器収納パネル(追加工)
| 材料 | A5052 t=1.5 |
| 寸法 | 65×270 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 板金加工 |
計測機器を収納するためのフロントパネルとリアパネルを製作。 お客様は、黒アルマイト処理されたアルミ板

情報機器サスペンション
| 材料 | SUS304 CSP t=0.1 |
| 寸法 | 25×8 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | プレス加工 |
ディスク読み取り用サスペンションの試作です。 エッチングによって外形を切断し、仮型(簡易型)を駆使し
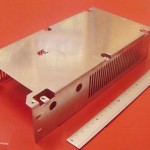
シャーシ部品
| 材料 | シルバートップ t=1.0 |
| 寸法 | 300×200×100 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | プレス加工 |
一般的なプレス量産もののシャーシになりますが、表面キズ厳禁のため、全くキズが付かないようなプレス加工

コネクター部品
| 材料 | SPCC t=0.7 |
| 寸法 | 32×10×8 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | プレス加工 |
コネクター部品の量産になります。大きさは大小合わせて10種類程度あり、常時500個以上のリピート品で
コネクターカバー
| 材料 | SUS304 2B t=0.5 |
| 寸法 | 200×50 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 板金加工 試作板金 |
薄板でコンマ台の精度が要求される試作板金の製品になります。細かな曲げについては仮型(簡易型)を使用し

ダウンライト固定器
| 材料 | SPCC t=1.6 |
| 寸法 | 260×200×200 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 塗装 板金加工 |
本金型を起工するほどでもない中量品をすべて板金加工にて成形しております。特に、2本のパイプ間をスムー

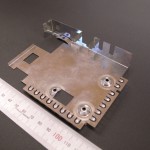
電子部品用カバー
| 材料 | SUS304 2B t=0.5 |
| 寸法 | 120×120 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 試作板金 |
小ロットの試作品でもコストを掛けずに外周はレーザー加工、簡易金型でエンボス加工を行い、要求される寸法

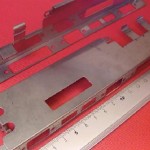
プリンターカバー
| 材料 | SUS304 2B t=1.5 |
| 寸法 | 300×85 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 板金加工 バフ研磨 |
物理的に曲げられない部分を溶接。溶接の跡が残らぬようバフ研磨にて仕上げています。 続きを読む

充電端子
| 材料 | リン青銅バネ材 t=0.4 |
| 寸法 | 10×8 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 板金加工 試作板金 微細加工 |
端子の試作案件は当社の最も得意とする領域です。ワイヤーカット放電加工機によるブランク、簡易金型を利用
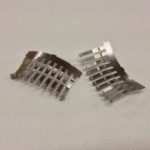
接点金具
| 材料 | SUS304 t=0.2 |
| 寸法 | 16x18 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | プレス加工 機械加工 複合加工 カッティング・ブランク |
カメラとレンズを合わせる際の接点金具を試作品として製作。25×18×0.2(端子部:11×1.5×0


