
板金加工に関する製品
| 加工方法から探す | 板金加工試作板金プレス加工筐体加工機械加工複合加工微細加工 |
| 工程(技術)から探す | レーザー加工溶接絞り絞り(仮型)曲げ(仮型)カール加工切り起しエンボス加工 |
| 対応領域から探す | 開発・設計試作・小ロット生産量産組み立て工法転換 |

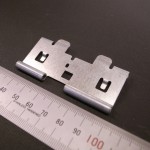
半導体関連部品
| 材料 | SUS304 #400 t=1.0 |
| 寸法 | 150×60 |
| 用途 | 半導体関連部品 |
| 加工 方法 | 板金加工 試作板金 |
曲げ後のエンボス加工に特殊な仮型(簡易型)を使用することで、本金型を起工せずに成形しております。

配管パイプ加工品
| 材料 | SPHC |
| 寸法 | 300×250×130 |
| 用途 | ポンプ関連部品 |
| 加工 方法 | 板金加工 複合加工 機械加工 |
パイプ溶接部品に機会加工をした部品を溶接しております。旋盤、フライス品と板金、溶接の複合加工品です。

手術台カバー
| 材料 | SUS304 HL t=1.2 |
| 寸法 | 500×500×300 |
| 用途 | 医療機器 |
| 加工 方法 | 板金加工 |
ステンレスの加工には傷を付けない加工が求められております。またヘアラインの仕上がり具合もお客様の要求
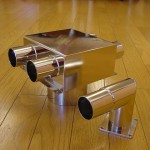
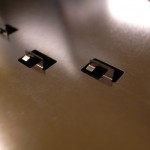
配管ダクト
| 材料 | SPCC t=1.2 |
| 寸法 | 100×200×75 |
| 用途 | 半導体関連部品 |
| 加工 方法 | 板金加工 ニッケルメッキ |
半導体関連部品です。表面処理がメッキの為に材料の表面に傷があるとすぐ分かってしまいますので、傷を付け

架台
| 材料 | SUS304 2B t=2.0 |
| 寸法 | 1300×600×500 |
| 用途 | 食品業界 |
| 加工 方法 | 板金加工 |
ステンレスの板金部品とパイプの溶接を得意としております。Tig溶接で綺麗な仕上げを心がけております。
自動販売機用ヒンジ
| 材料 | SPCC t=1.0 |
| 寸法 | 65×45 |
| 用途 | 機械装置 |
| 加工 方法 | 試作板金 板金加工 |
ピンの径に合わせたカールの形状を作り、勘合まで確認致します。試作品のため、簡易型(仮型)を使用し、カ

カーナビバックパネル
| 材料 | SUS304 2B t=0.5 |
| 寸法 | 250×100×20 |
| 用途 | 自動車関連部品 |
| 加工 方法 | 試作板金 板金加工 |
新車向けカーナビのバックパネルに使用されています。仮型(簡易型)を使用した曲げ、切り起しにより精度の


プリンターカバー
| 材料 | SUS304 2B t=1.5 |
| 寸法 | 300×85 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 板金加工 バフ研磨 |
物理的に曲げられない部分を溶接。溶接の跡が残らぬようバフ研磨にて仕上げています。 続きを読む


自動車関連ブラケット(オーディオ周辺)
| 材料 | SECC t=1.0 |
| 寸法 | 250×100 |
| 用途 | 自動車関連部品 |
| 加工 方法 | 板金加工 試作板金 |
自動車のオーディオ周辺のブラケットとなります。絞り加工による板の反りを予め想定し加工しています。絞り

自動車用ブラケット
| 材料 | SECC t=1.0 t=2.0 |
| 寸法 | 40×270 |
| 用途 | 自動車関連部品 |
| 加工 方法 | 試作板金 板金加工 |
自動車関連部品特有の絞りをレーザー積層の仮型で成形。絞り後に外周レーザー加工していますので歪みや変形

充電端子
| 材料 | リン青銅バネ材 t=0.4 |
| 寸法 | 10×8 |
| 用途 | 弱電・家電関連部品 |
| 加工 方法 | 板金加工 試作板金 微細加工 |
端子の試作案件は当社の最も得意とする領域です。ワイヤーカット放電加工機によるブランク、簡易金型を利用



PTPラック
| 材料 | SUS304 |
| 寸法 | 1800×500×800 |
| 用途 | 機械装置 |
| 加工 方法 | 板金加工 筐体加工 |
画像検査装置メーカー様の依頼による医療用薬品検査装置の開発・試作となります。お客様からのご要望を基に


